-
 Тел:86-15176910262
Тел:86-15176910262
-

Пребарување






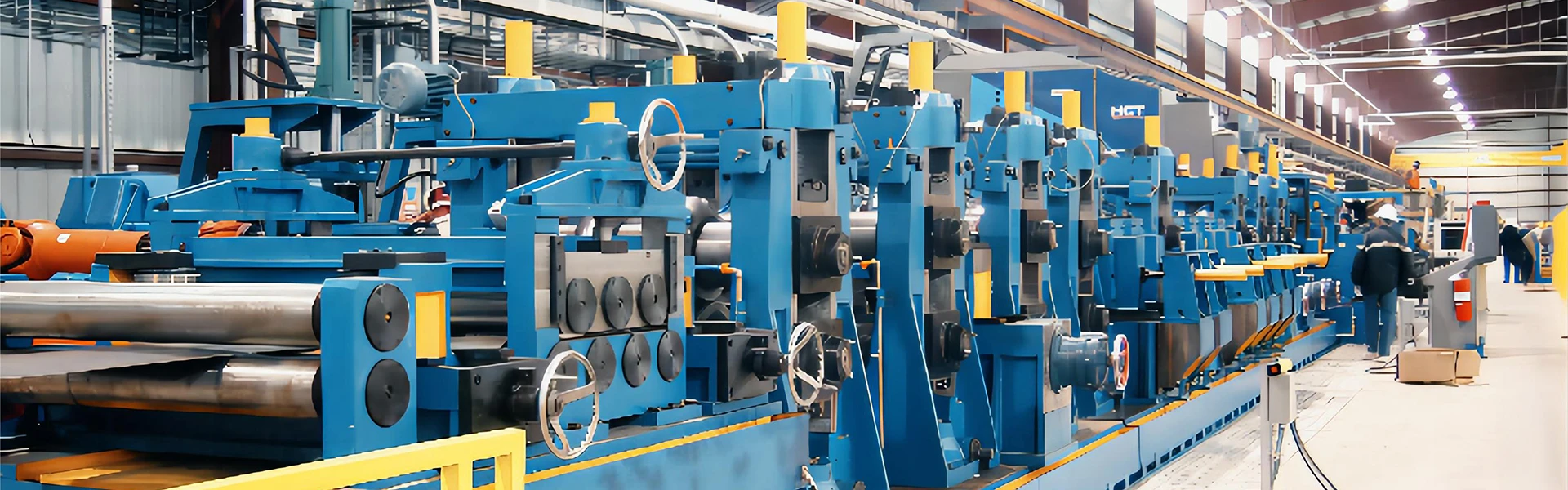
6inch 168mm ERW High Speed Tube Mill from China Manufacturer

HF Tube Mill FAQs
What is the primary function of the 168mm 6-inch ERW Tube Mill?


What types of materials can be processed by this tube mill?
How does the tube mill achieve high speeds?
Is the mill capable of producing different tube sizes?
What is the maximum production capacity of this machine?

Поврзани производи






 Мелница за цевководни цевки директно од квадрат до квадрат")

Поврзани вести

2025-06-10 16:26:01
Steel Slitting Machine Waste Reduction
The foundation of waste reduction begins at the coil handling stage within modern steel slitting machines.

2025-06-10 16:22:57
Roll Forming Machine Applications
The transformative power of cold roll forming machinery lies in its ability to reshape metal through continuous cold processing.

2025-06-10 16:20:24
HSS Saw Blade Mounting
Proper installation of hss circular saw blades forms the bedrock of efficient tube mill operations.

2025-06-10 16:16:19
High Frequency Tube Mills Basics
In industrial manufacturing, high frequency tube mill technology represents a sophisticated approach to creating the steel pipes that form the backbone of modern infrastructure.

2025-06-10 16:13:01
Coil Slitting Machine Quality Standards
In metal processing facilities worldwide, coil slitting machine performance directly determines downstream product quality.

2025-06-10 16:10:15
Carbon Steel Tube Mill Processes
The production of carbon steel tubes is a cornerstone of modern industry, forming the literal pipelines and structural skeletons of our infrastructure, energy networks, and machinery.

2025-05-23 11:19:40
Smart Choice for Steel Structure: C & Z Purlin Machines
In the steel construction industry, C purlin roll forming machine has become a crucial piece of equipment for modern building projects.

2025-05-23 11:15:23
Precision Slitting Machines for Modern Manufacturing
A steel coil slitting machine is a vital tool in modern manufacturing, enabling the precise cutting of wide steel coils into narrower strips.
Испрати порака
Dear customer, thank you for your attention! We provide high-quality machinery and equipment and look forward to your orders. Please inform us of your needs and we will respond quickly!