-
 Tel:86-15176910262
Tel:86-15176910262
-

Aramak






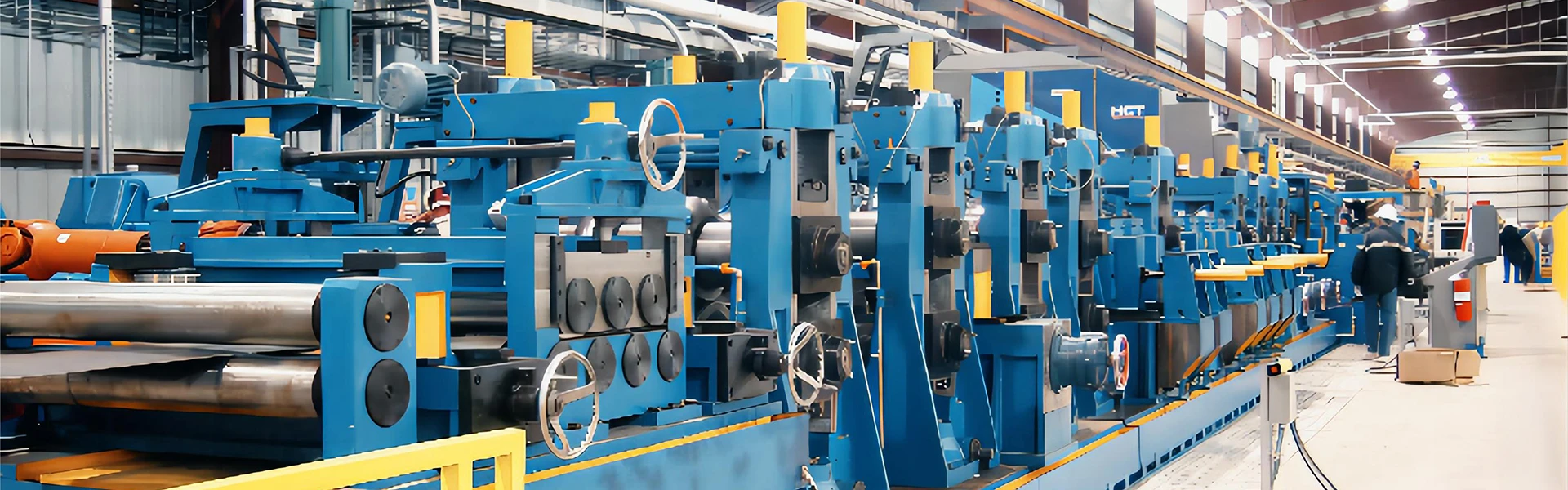
6inch 168mm ERW High Speed Tube Mill from China Manufacturer

HF Tube Mill FAQs
168 mm 6 inç ERW Boru Frezesinin birincil işlevi nedir?


Bu tüp değirmende hangi tür malzemeler işlenebilir?
Tüp değirmen yüksek hızlara nasıl ulaşır?
Değirmen farklı ebatlarda boru üretme kapasitesine sahip mi?
Bu makinenin maksimum üretim kapasitesi nedir?

İlgili Ürünler





 Doğrudan Kareden Kareye Şekillendirme Boru Fabrikası")


İlgili Haberler

2025-04-23 15:11:25
Double Cone vs. Single Arm Uncoiler – Which One to Choose?
When selecting an uncoiler for your coil processing line, choosing the right structure is critical to ensuring efficiency, stability, and long-term reliability. Two commonly used types are the Double Cone Uncoiler and the Single Arm Uncoiler. Each has its strengths and ideal use cases.

2025-04-03 17:14:07
Tam Otomatik Ayarlanabilir C Purlin Makinesi
Tam otomatik ayarlanabilir C tipi kiriş makinesi, silindir veya ara parçaları değiştirmeden 1 dakika içinde ürün boyutunu otomatik olarak ayarlama özelliğine sahiptir.

2025-02-24 17:30:56
Çelik boru imalat ekipmanları
Endüstriyel talebin sürekli artmasıyla birlikte çelik boru üretim ekipmanları giderek pazardaki önemli ürünlerden biri haline gelmiştir.

2024-12-18 14:26:53
Boru ve Boru Kaynak Sarf Malzemeleri - Impeder ve Ferrit Çekirdek Nasıl Kullanılır
ERW BORU DEĞİRMENİ'nin işletilmesinde hepimizin bildiği gibi çok sayıda sarf malzeme ve yedek parçaya ihtiyaç duyulmaktadır.

2024-12-17 10:34:24
Nps boru boyutu ve erw boru makinesi boyutu nasıl seçilir
Nominal Boru Boyutu (NPS), yüksek veya düşük basınç ve sıcaklıklarda kullanılan borular için Kuzey Amerika'da standart boyutlara sahip bir settir.

2022-10-14 11:19:50
ERW boru yapım makinesi çalışma süreci akış şeması
Düz dikiş kaynaklı borular yaşamın çeşitli sektörlerinde, örneğin güneş enerjisi direği, iskele, mobilya ve su gazı taşımacılığında yaygın olarak kullanılmaktadır.
Mesaj Gönder
Dear customer, thank you for your attention! We provide high-quality machinery and equipment and look forward to your orders. Please inform us of your needs and we will respond quickly!