-
 Tel:86-15176910262
Tel:86-15176910262
-

Suchen






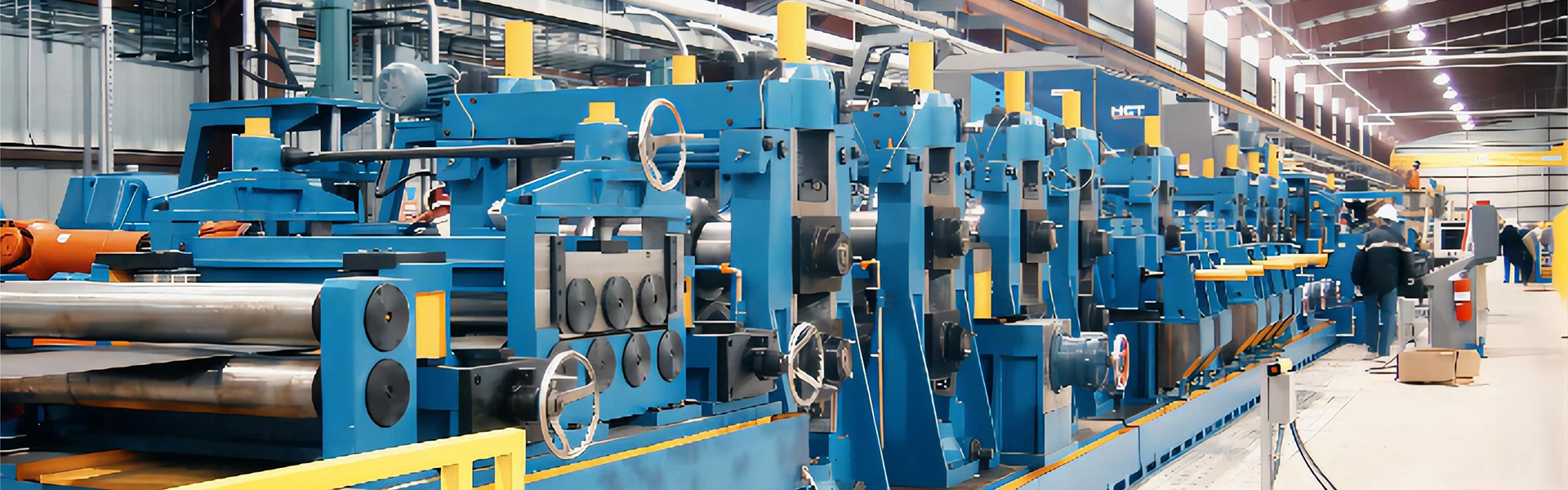
Round to Square Forming and Sizing Section

Forming & Sizing Section FAQs
Why choose the round-to-square process instead of direct square forming?


How is the corner quality controlled? What are the common issues?
How to prevent weld seam misalignment during forming?
Do we need to replace the entire roll set when changing specifications?
What causes edge waviness or "bamboo-like" defects?

Verwandte Produkte







")
Verwandte Nachrichten

2026-04-18 03:20:20
AIS Machinery Showcases Advanced Tube Solutions at Tube & Wire Düsseldorf 2026
Tube & Wire Düsseldorf 2026, one of the most influential exhibitions in the global tube and wire industry, held biennially in Düsseldorf, Germany

2027-04-17 00:00:00
Southeast Asia Client Visits Our Factory | Customized Tube Mill Solution Delivered
A Southeast Asia client visited our ERW tube mill factory to inspect production lines and discuss a customized tube mill solution. Impressed by our machine quality, welding performance, and engineering support, the client confirmed strong cooperation intentions. Discover how our ERW tube mill solutions improve efficiency, precision, and long-term production reliability.

2026-04-16 02:35:12
Professional Cold Roll Forming Machine Factory for Production
In the modern industrial landscape, the precision of metal shaping is the cornerstone of quality manufacturing. Partnering with a professional cold roll forming machine factory is essential for businesses looking to optimize their production lines, reduce material waste, and ensure high-dimensional accuracy. Whether you are producing C-channels, square tubes, or custom profiles, the choice of machinery determines your competitive edge in the market. This guide will explore the critical factors in selecting a factory and the technical advantages of advanced roll forming technology to help you make an informed investment.

2026-04-15 10:37:55
Flat Bar Production Line for Steel Coils: How It Works & Why It Matters
Looking for a flat bar production line? Learn how it turns steel coils into ready-to-use flat bars with precise length and high straightness. Compare it with slitting lines and get the best solution for your steel processing needs.

2026-04-14 00:00:00
Looking for a Milling Saw for ERW Tube Mill? Here’s What You Need to Know
Looking for a high-performance milling saw for your ERW tube mill? Upgrade to burr-free, high-precision pipe cutting with advanced flying saw technology. Improve efficiency, reduce rework, and meet export standards for carbon steel, stainless steel, and API pipes. Contact us today for expert solutions and competitive pricing tailored to your production needs.
 ERW Tube Making Machine Delivered with Heavy-Duty Design and Advanced Quick Change System")
2026-04-09 16:15:19
5-Inch (127mm) ERW Tube Making Machine Delivered with Heavy-Duty Design and Advanced Quick Change System

2027-04-07 00:00:00
Metal Embossing Machine: Turn Flat Sheets into High-Value Textured Products
Discover how a metal embossing machine transforms flat steel, stainless steel, and aluminum sheets into high-value textured products. Learn about its working principle, key components, and applications. Ideal for decorative and industrial use, embossing machines improve both appearance and performance. Explore complete embossing line solutions and find the right machine for your production needs.

2026-04-04 20:37:18
Automatic Double Side Uncoiler with Hydraulic Expansion and Auto Rotation for Steel Coil Processing
The Automatic Double Side Uncoiler is a high-efficiency solution designed for modern steel coil processing lines, including tube mills, roll forming machines, and slitting lines. With a maximum capacity of 4 tons per side, this machine ensures stable and continuous coil feeding while reducing downtime during coil change.
Eine Nachricht senden
Dear customer, thank you for your attention! We provide high-quality machinery and equipment and look forward to your orders. Please inform us of your needs and we will respond quickly!