-
 Tel:86-15176910262
Tel:86-15176910262
-

Search






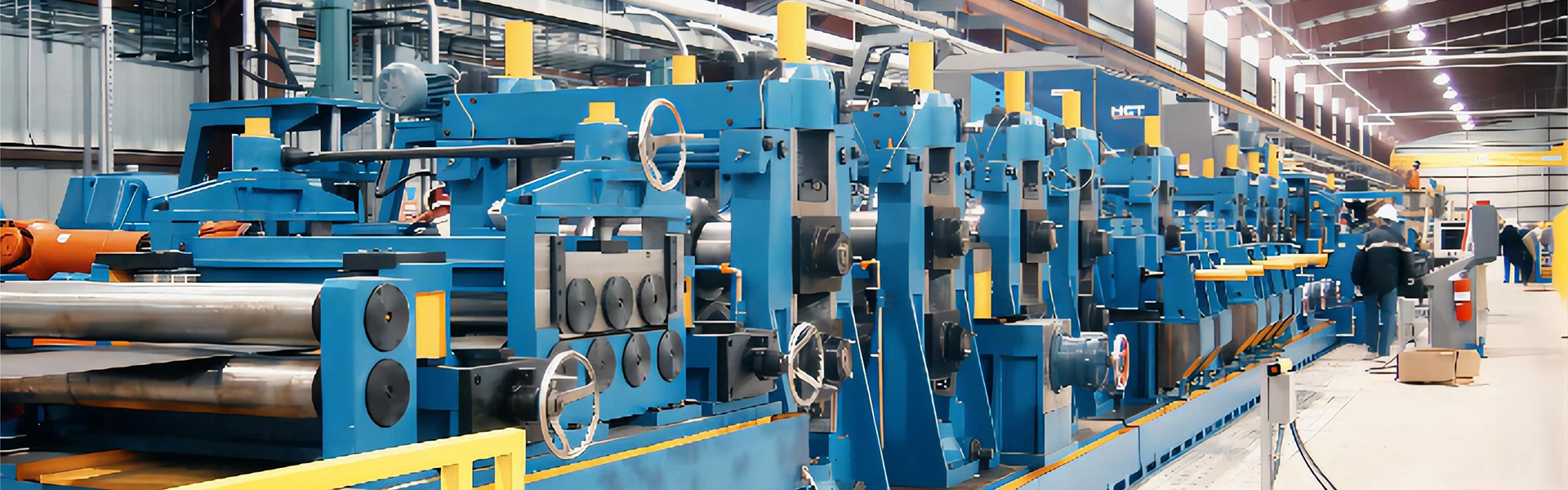
ERW Tube and Pipe Welding Impeder – High Efficiency Ferrite Core | AIS MACHINERY

Frequently Asked Questions About Impeders
What is an Impeder in ERW tube welding?


Why is an impeder important for welding quality?
What sizes of impeders are available?
What is the impeder made of?
Can one impeder be used for all pipe sizes?

Related Products







")
Related News

2026-05-13 10:09:29
Small Diameter Tube Mill Is Becoming More Popular in the Market
Our small diameter tube mill is designed for efficient and continuous production. It combines advanced forming, welding, sizing, and cutting technology to produce high-quality steel tubes with excellent accuracy.

2026-05-07 10:20:02
How to Choose the Right External Burr Scraper Blade
Learn about external burr scraper blade types used in ERW tube mills, including four-sided and six-sided scraper blades. Discover their working principle, applications, advantages, and how they improve steel pipe surface quality and production efficiency.

2026-05-06 10:16:16
HF Welder for ERW Tube Mill: Types, IGBT vs SiC & Selection Guide
Looking for a reliable HF welder for your ERW tube mill? Compare solid state (IGBT), SiC, and traditional vacuum tube types in terms of performance, efficiency, and cost. This guide helps you choose the best solution for your production needs. Boost weld strength, reduce downtime, and save energy with a high-performance HF welding system designed for modern steel pipe manufacturing.
")
2026-04-30 09:35:04
Automatic Stacking Machine (Magnetic Chuck Type)
The Automatic Stacking Machine (Magnetic Chuck Type) from AIS Machinery is designed to efficiently collect and stack steel tubes in ERW tube mill production lines. Using electromagnetic lifting, it can pick up multiple tubes at once and place them neatly in layers. This reduces manual labor, improves stacking accuracy, and increases overall production efficiency. It is installed after the flying saw and works seamlessly with the mill line, making it an ideal solution for modern tube manufacturers.

2026-04-28 08:56:05
Saw Blade Guide for Tube Mills: Friction vs HSS vs TCT — Which One Should You Choose?
Confused about friction saw, HSS, and TCT blades? This guide explains their uses in cold saw and friction saw machines, with pros, cons, and expert selection tips.

2026-04-24 08:54:16
What is an Impeder and Ferrite Rods in ERW Tube Mill?
Struggling with impeder overheating or short service life in your ERW tube mill? This guide explains common impeder problems, the role of ferrite rods, and how to choose the right impeder for stable welding performance. Improve weld quality, reduce energy loss, and extend equipment lifespan with the right selection and proper cooling solutions.

2026-04-21 10:22:25
Slitting & Cut-to-Length Combined Production Line: A Smarter Way to Process Steel Coils
Discover the Slitting & Cut-to-Length Combined Production Line, a flexible solution for steel coil processing. This system integrates slitting line and cut-to-length line functions in one machine, saving space, reducing costs, and improving efficiency. Ideal for processing both steel strips and sheets, it is widely used in service centers and manufacturing industries. Learn its advantages, limitations, and applications.

2026-04-18 03:20:20
AIS Machinery Showcases Advanced Tube Solutions at Tube & Wire Düsseldorf 2026
Tube & Wire Düsseldorf 2026, one of the most influential exhibitions in the global tube and wire industry, held biennially in Düsseldorf, Germany
Send a Message
Dear customer, thank you for your attention! We provide high-quality machinery and equipment and look forward to your orders. Please inform us of your needs and we will respond quickly!