







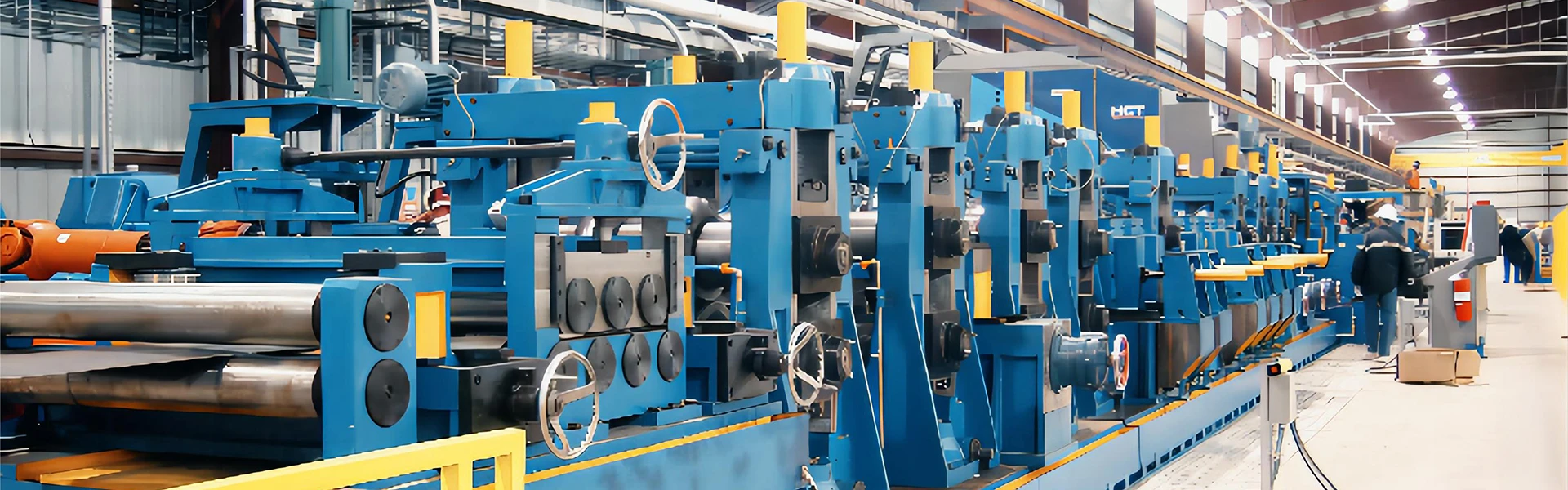
eddy current machine

Eddy Current tester FAQs
Is it suitable for all pipe sizes?


Is eddy current testing contact-based?
Can it work on a high-speed production line?
How is the system calibrated?
Can it be integrated with other systems?

関連製品


")





関連ニュース

2025-07-28 15:14:17
Steel Pipe Making Machine Material Compatibility
Understanding material compatibility in steel pipe making machine operations is crucial for ensuring product quality, equipment longevity, and production efficiency.

2025-07-28 15:10:43
Solid State Welding Machine Material Compatibility
Understanding material compatibility is foundational to maximizing the performance of solid state welding machine systems, ensuring strong, durable welds while protecting equipment integrity.

2025-07-28 15:07:32
Production speed is a critical metric for pipe mill operations, directly impacting productivity, cost efficiency, and customer satisfaction.

2025-07-28 15:02:13
Metal Slitting Line Coil Width Range
Understanding the coil width range capabilities of a metal slitting line is essential for selecting equipment that aligns with diverse material processing needs, from narrow strips to wide coils.

2025-07-28 14:57:53
ERW Pipe Mill Material Compatibility
Material compatibility is a cornerstone of efficient and high-quality pipe production in ERW Pipe Mill operations.

2025-07-28 14:53:56
Cold Roll Forming Machine Speed Control
Precise speed control is a defining feature of efficient cold roll forming machine operations, directly influencing product quality, material utilization, and overall production throughput.

2025-07-25 16:36:17
10Inch ERW Tube Mill Delivered to Middle East AIS Machinery
AIS Machinery is proud to announce the successful delivery of a 10-inch ERW tube mill line to a valued customer in the Middle East. The production line is designed for high precision and efficiency, capable of producing tubes ranging from Φ89mm to Φ254mm, with thicknesses up to 8mm.

2025-07-16 10:13:22
Modern metal fabrication demands precision and productivity, which is why our roll forming tube mill technology leads the industry in pipe and tube production.
メッセージを送信
Dear customer, thank you for your attention! We provide high-quality machinery and equipment and look forward to your orders. Please inform us of your needs and we will respond quickly!